












 1 017 recensioner
1 017 recensionerSvetsmaskin köpråd: Så väljer du rätt produkt
- De viktigaste fakta i korthet
- Svetsutrustning används för att sammanfoga metalliska arbetsstycken.
- De vanligaste processerna är elektrodsvetsning och gasskyddad svetsning.
- En elektrodsvetsare är lätt att använda men är oprecis.
- Vid svetsning är det viktigt att skydda ögonen.
När metaller smälter samman
Alla som arbetar med metall kan inte undvika svetsning i vissa projekt. Svetsning är den viktigaste processen för att permanent sammanfoga metaller. Arbetsstyckena smälts på de angivna punkterna och sammanfogas på detta sätt. Svetsteknik används inte bara för stålbalkar. Användningsområdena är lika varierande som metallerna själva. Många vardagsföremål är tillverkade av metall, t.ex. stolar med stålram. Om en svets kan gå sönder kan problemet lösas med hjälp av en svetsare.

Vilka är svetsprocesserna?
Innan du köper en svetsbrännare är det viktigt att du bekantar dig med de vanligaste svetsprocesserna. De flesta svetsmaskiner kan bara utföra en svetsprocess. Vilken maskin som är rätt beror på det planerade arbetet.
Elektrodsvetsning – för enkelt arbete
Elektrodsvetsning används främst för lättare underhålls- och reparationsarbeten och är särskilt populär bland gör-det-själv-entusiaster. Det är den enda svetsmetoden som även fungerar utomhus, eftersom ingen skyddsgas behöver tillföras. Elektrodsvetsning kallas också bågsvetsning eller elektrisk svetsning. Nästan alla svetsbara material kan svetsas med denna metod: Det handlar till exempel om pannstål, stålrör, rostfritt stål och gjutstål.
Vid elektrodsvetsning hålls en stavelektrod mot arbetsstycket som ska bearbetas. Under en bråkdel av en sekund uppstår en kortslutning mellan de två polerna, vilket tänder ljusbågen mellan elektroden och arbetsstycket och svetsar ihop dem. Detta ger slagg som kan avlägsnas med en slagghammare efter kylning. Denna svetsprocess är lämplig för alla typer av stål och rostfritt stål, men inte för aluminium. Det finns olika utbytbara elektroder för elektrodsvetsare, som har olika storlekar och lämpar sig för olika material.
Elektrodsvetsning är snabb och lätt att lära sig, vilket gör den idealisk för små reparationer. Dessutom kan den här metoden användas på många olika sätt, eftersom den tillåter alla typer av svetsfogar. Alla svetsmaskiner kan till exempel inte svetsa över huvudet. Elektrodsvetsarna är också relativt små, lätta att använda och robusta. Allt som allt gör dem idealiska för nybörjare.
Fördelar
- Svetsning utomhus möjlig
- Alla svetslägen kan realiseras
- Lämplig för många metalliska material
- Praktisk
- Billigt
- Tyst
Nackdelar
- Grov metod
- Långsam
- Utveckling av rök
TIG-svetsning – professionella svetsar
Svetsning med inert gas, eller TIG, är en relativt långsam svetsprocess, men den kan ge högkvalitativa svetsar. Denna metod är en form av gasskyddad svetsning. Denna gas har till uppgift att skydda arbetsstycket. Beroende på materialet används en annan gas. Under svetsning skyddar den sömmen från direktkontakt med kväve, syre, väte och smutspartiklar. Dessa skulle försämra svetsens kvalitet. Skyddsgasen skapar därför förutsättningar för ett bra och rent arbete.
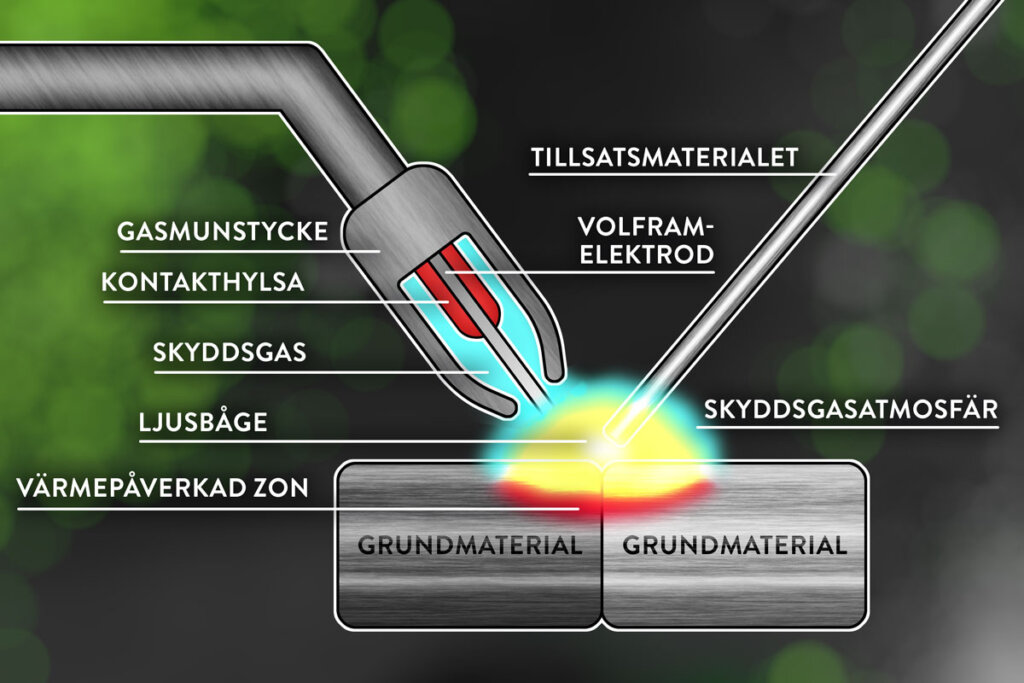
TIG-svetsning anses vara den svåraste svetsprocessen eftersom den vanligtvis måste göras med två händer . Svetsbrännaren hålls i ena handen och den andra används för att tillsätta tillsatsmetallen i den smälta bassängen som skapas under svetsningen. Detta är nödvändigt eftersom volframelektroden är mycket temperaturbeständig och inte smälter bort. Tillsatsmetallen består av en legering som liknar de material som ska svetsas och smälts. Fodret är vanligtvis i form av stänger eller trådar.
TIG-svetsning är lämplig för rostfritt stål, aluminium- och nickellegeringar samt tunna plåtar av aluminium och rostfritt stål. Processen används överallt där noggranna och exakta svetsar krävs, till exempel vid bilrestaurering, möbeltillverkning och flygindustrin.
Fördelar
- Lämplig för fint arbete
- Sömmar av hög kvalitet
- Inga stänk
- Alla svetslägen är möjliga
- Svetsning av alla smältbara metaller
Nackdelar
- Mycket erfarenhet krävs
- Långsam
- Endast lämplig för tunnare arbetsstycken
- Dyrt
MIG/MAG-svetsning – för hög arbetsbelastning
MIG/MAG-svetsning kallas i allmänhet för gasskyddad metallbågsvetsning. Man skiljer på svetsning med inert gas (MIG) och svetsning med aktiv gas (MAG). Gasskyddad metallbågsvetsning möjliggör särskilt höga arbetshastigheter. MIG- och MAG-svetsning skiljer sig endast åt i fråga om vilken typ av skyddsgas som används, dvs. inert eller aktiv. Eftersom svetsprocessen är densamma betraktas båda varianterna som en enda svetsprocess.
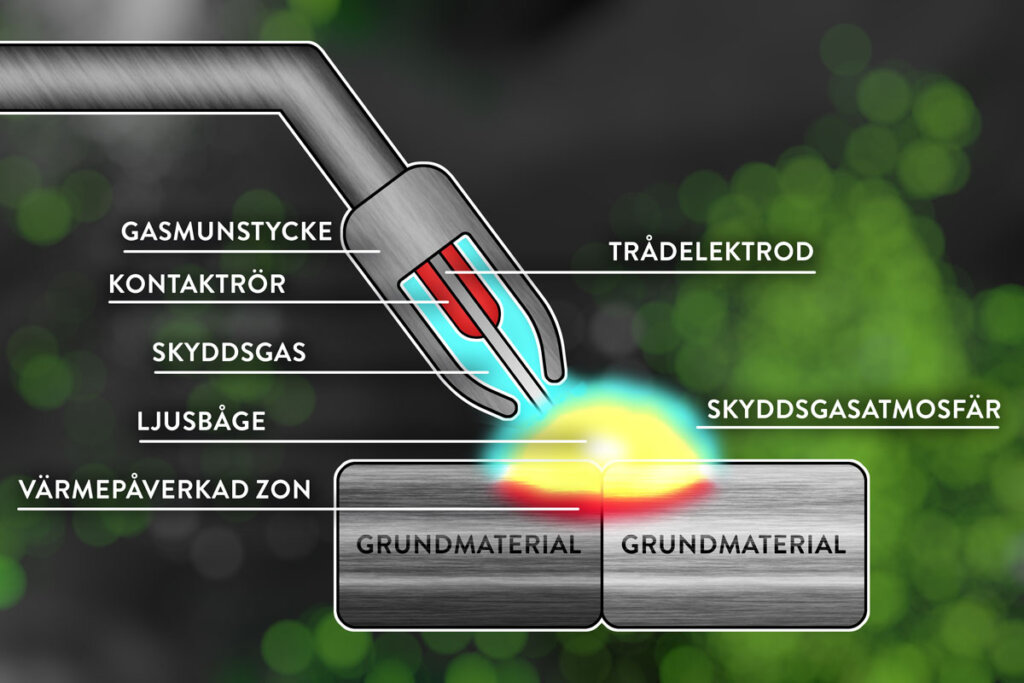
Jämfört med TIG-svetsning har MIG/MAG-processen den fördelen att svetsaren inte behöver oroa sig för fyllnadsmaterialet, eftersom svetstråden kommer ut ur svetsbrännaren automatiskt och kontinuerligt med en vald hastighet. MIG/MAG-processen är motsvarande snabb och lämpar sig särskilt väl för svetsning av större ytor. Därför används den också ofta inom metallindustrin. Den har ett brett användningsområde: Från motorfordonstillverkning till stål- och metallkonstruktion och apparaturteknik. Den som ofta måste svetsa något är välkommen att använda en sådan anordning. Eftersom det kan bli problem med att bibehålla skyddsgasen i utomhusområden eller i dragiga hallar rekommenderas inte MIG/MAG-enheter för utomhusbruk.
Fördelar
- Lätt att lära sig
- Snabbt
- Lämplig för många material
- Automatisk trådmatning
Nackdelar
- Kan användas utomhus på vissa villkor
- Många stänk
- Höga anskaffningskostnader
Multiprocesssvetsare – en allroundmaskin
Vi talar om en multiprocessanordning när svetsanordningen kan utföra flera processer på samma nivå. Många avrättningar har behärskat två förfaranden, men det sekundära förfarandet endast i begränsad utsträckning. Detta beror till exempel på att de tekniska förutsättningarna för MIG/MAG-processen gör det möjligt att utrusta enheten även för elektrodsvetsning. Samma sak gäller för elektrodsvetsning och TIG-processen. Man kan inte tala om en ”riktig” flerprocessenhet förrän den kan svetsa alla tre processerna på ungefär samma nivå. Det är först då som användarna får ett verkligt mervärde.
En svetsare med flera processer är särskilt intressant för frekventa svetsarepå grund av dess flexibla användbarhet. Oavsett vilken svetsuppgift det handlar om kan du klara av den på ett säkert sätt med den här apparaten. Dessutom är det betydligt billigare att köpa en enda multiprocess-enhet än att köpa tre olika enheter. För att svetsaren med flera processer ska vara någorlunda kompakt utelämnas dock ofta extra funktioner.
Fördelar
- Flexibelt val av process
- Många material kan täckas in
- Billigare än att köpa tre enheter
Nackdelar
- Partiella funktionella kompromisser
- Stor enhet
Vad du bör tänka på när du köper
På grund av de olika svetsprocesserna är det svårt att formulera universellt giltiga inköpskriterier för svetsutrustning. Eftersom enheterna är specialiserade för olika processer har de olika funktioner och egenskaper. Det finns dock några grundläggande tips som kan vara till hjälp när du köper en svetsmaskin.
Arbetscykel eller arbetscykel
Arbetscykeln anger hur länge en svetsbrännare kan användas. Den kallas ofta också för arbetscykel. Svetsutrustning kan bara användas några minuter i taget eftersom den stängs av för att undvika överhettning. Längden på arbetscykeln säger därför allt om en svetsmaskins prestanda. Cykeln anges i procent och beskriver hur länge enheten kan användas inom ett intervall på tio minuter.
Med en arbetscykel på 100 procent är det möjligt att svetsa på tio minuter. För de flesta användare är en arbetscykel på 60 procent särskilt relevant, eftersom de flesta svetsarbeten inte tar längre tid. I det här fallet kan svetsningen göras i sex minuter. Därefter måste apparaten svalna i fyra minuter. 50 procent arbetscykel innebär att användarna kan svetsa i fem minuter och att enheten sedan måste svalna i ytterligare fem minuter. Vid tio procents arbetscykel kan svetsaren användas i bara en minut innan den måste svalna i nio minuter. En enhetens driftscykel bör tydligt anges av tillverkaren. Om så inte är fallet är det skäl till skepsis.
Strömkälla för svetsning
Vid svetsning spelar det roll om enheten drar likström eller växelström. Beroende på strömkällan skiljer man mellan DC- och AC-svetsning. Den förstnämnda används för svetsning av stål, rostfritt stål och specialmaterial som titan och nickel. Det görs vanligtvis med en negativt polerad volframelektrod. Den senare används för svetsning av lätta metaller som aluminium och magnesium.
Innan du köper en svetsmaskin måste du därför redan bestämma dig för vilka material du vill bearbeta. Detta begränsar automatiskt antalet modeller som kan beaktas.

Synergifunktion
Den här funktionen gör det mycket enklare att hantera en svetsbrännare. I stället för synergi talas det ofta om automatisk svetsning. Modeller med denna funktion är lätta att justera optimalt. Det är bara nödvändigt att ange tjockleken på det material som ska svetsas. Enheten ställer sedan automatiskt in den erforderliga strömstyrkan och spänningen. Detta är mycket praktiskt för nybörjare inom svetsning.
På vissa enheter med synergifunktion är det möjligt att lagra svetsprogram. Detta är till stor hjälp när samma arbete görs om och om igen. I princip kan man säga att synergifunktionen avsevärt förenklar svetsmaskinens drift.
Anmärkningar om användning av en svetsmaskin
För att svetsningen ska lyckas måste strömstyrkan på enheten vara korrekt inställd. Annars kan ljusbågen inte antändas. Det finns alltid en viss risk för skador vid svetsning. Det är därför lämpligt att bära skyddskläder. Särskilt ögonskydd är viktigt.
Ställ in den nuvarande intensiteten
Innan du svetsar måste svetsarens strömstyrka vara korrekt inställd. Detta beror vanligtvis på tjockleken på det material som ska bearbetas. Som en tumregel: Det krävs en effekt på 40 ampere per millimeter stål. För varje ytterligare millimeter kan effekten ökas med 40 ampere. För att svetsa 10 millimeter stål krävs en effekt på 400 ampere. I gör-det-själv-sektorn är det dock oftast inte möjligt att uppnå en så hög strömstyrka. Med en så hög strömkapacitet kan en svetsbrännare ändå inte anslutas till det normala elnätet. För detta krävs en strömanslutning.
Uttag för svetsutrustning
I princip kan en svetsapparat också drivas från ett vanligt hushållsuttag. Det är dock viktigt att se till att uttaget har en säkring på minst 16 ampere och att svetsaren är konstruerad för drift med 230 volt. Perfekt för drift är ett trefasuttag, även kallat starkström eller kraftström.
Beroende på vilken typ av svetsutrustning och vilket material som ska bearbetas spelar andra parametrar en roll för att bestämma rätt strömstyrka, t.ex. elektroddiametern eller, i MIG/MAG-processen, svetstrådens diameter. Det bästa sättet att ta reda på vad du ska tänka på är att läsa bruksanvisningen till din svetsmaskin.
Den fungerar inte utan en jordterminal
En av de viktigaste delarna vid svetsning är jordklämman, eftersom en korrekt jordning måste upprättas innan arbetet påbörjas. Detta eliminerar risken för elektriska stötar. Vid svetsning upprättas jordförbindelsen med hjälp av en jordkabel som stänger kretsen mellan svetsbrännaren, arbetsstycket och strömkällan. Jordkabeln har en klämma med kopparband i ena änden som fästs på arbetsstycket. Det är viktigt att jordpunkten alltid är helt ren och fri från rost, färg eller andra föroreningar.
Arbetssäkerhet vid svetsning
Att använda en svetsmaskin under lång tid är en stor fysisk påfrestning. Att arbeta utan lämplig skyddsutrustning är därför allt annat än tillrådligt. Alla som svetsar under lång tid måste skydda sig på lämpligt sätt.
Ögonskydd
För att kunna svetsa på ett kontrollerat sätt måste svetsare ständigt se in i ljusbågen. I processen utsättsögonen för strålning i en omfattning som är skadlig för hälsan. Det är därför viktigt att skydda ögonen, antingen med en handskärm eller en svetshjälm. Det senare är mycket bekvämare eftersom svetsaren har båda händerna fria.

Om du råkar titta in i en ljusbåge oskyddad för länge kan du drabbas av ”flashing”. Alla känner till den obehagliga känslan av att titta rakt in i solen. Den enda skillnaden är att strålningen från en ljusbåge är många gånger högre. Under en kort ögonkontakt blir ögat bländat, men det återhämtar sig snabbt. Den som tittar in i en ljusbåge under en längre tid utan skydd kommer dock att skadas permanent i ögonen. Det varierar från person till person hur länge effekterna av ”flashing” varar. De drabbade är extremt ljuskänsliga och föredrar att hålla ögonen stängda. Salvor från apoteket och kylning hjälper till att lindra smärtan. I regel avtar obehaget efter en till två dagar.
Andningsskydd
Rök uppstår alltid vid svetsning. Röken är en blandning av gaser och små partiklar som andas in genom munnen och näsan. Enligt studier är 98 procent av partiklarna i svetsrök mindre än 0,5 mikrometer. Detta kallas alveolärt damm, som kan tränga in även i de minsta grenarna av lungorna. Beroende på vilket material som används och vilken svetsprocess som används varierar hälsoskadorna från irritation av luftvägarna till cancer. Därför bör minst ett FFP2- eller FFP3-andningsskydd användas vid svetsning. Ännu bättre är professionella lösningar som ett luftfiltersystem i svetshjälmen eller en stationär utsugningsanordning på arbetsplatsen.
Skyddskläder
En av de vanligaste skadorna vid svetsning är den så kallade ” svetsarhalsen” – en solbränna i nacken som orsakas av den höga UV-strålningen vid bågsvetsning. Gnistor och stänk kan också ge svetsare obehagliga brännskador, som på fackspråk kallas ”båg tatuering”. Dessa skador är inte särskilt farliga, men ändå obehagliga och framför allt lätta att undvika.
Skyddskläder bör bäras vid all typ av svetsning, bestående av handskar och långärmade, flamskyddade kläder. Den skyddar mot gnistor, stänk, värme, strålning och framför allt direktkontakt med svetslågan. Det är viktigt att alltid stänga jackan eller jumpsuiten ända upp så att den täcker så mycket hud som möjligt. De särskilda skyddskläderna är indelade i två nivåer. Den lägre nivån 1 är lämplig för TIG-svetsning. Den högre nivån 2 rekommenderas för MIG/MAG-processen.
Bild 1: © JoFI / stock.adobe.com | Bilder 2-3: © Finalcheck | Bild 4: © Jeanette Dietl / stock.adobe.com | Bild 5: © industrieblick / stock.adobe.com