









 9 048 recensioner
9 048 recensioner3D skrivare köpråd: Så väljer du rätt produkt
- Vad du behöver veta
- 3D-skrivare kan tillverka mycket exakta modeller av olika material.
- Förr var de extremt dyra, men nu är de överkomliga för alla.
- Det finns olika produktionsprocesser för olika användningsområden som kostar olika mycket.
- Vissa kit innehåller bara en del av skrivaren. Ytterligare komponenter, t.ex. kontaktdon, kan tillverkas av skrivaren själv.
Vad är en 3D-skrivare?
Tidigare var 3D-utskrift endast en möjlighet för entusiaster med en välfylld plånbok. Sedan dess har tekniken blivit avgörande inom industrin och medicinen, och den hittar också in i allt fler människors hobby- och verktygsrum. Priserna börjar nu från under 250 dollar, vilket gör ägande möjligt för många.
3D-utskrift används i stor utsträckning inom industrin. Tekniken kan användas för att tillverka prototyper som sedan testas, undersöks och därefter tillverkas i serie. Inom medicinen spelar tekniken en viktig roll. Proteser kan till exempel tillverkas med millimeterprecision – användbart för saker som höft- och käkbensersättningar som måste vara extremt exakta. För hobbyister gör 3D-utskrift det möjligt att tillverka reservdelar, t.ex. skruvar eller andra anslutningsdelar, eller att prova att skriva ut ett specifikt föremål, t.ex. en actionfigur eller en blomvas.
Med rätt instruktioner kan en 3D-skrivare reproducera nästan vilket objekt som helst i detalj. Dessutom är dessa utskrivna modeller oändligt reproducerbara. Jämfört med konventionella metoder är produktionstiden kortare och individuell produktion billigare. Allt du behöver förutom skrivaren och utskriftsmaterialet är en fil med bygginstruktioner – du kan antingen mäta och konstruera en sådan själv eller bara ladda ner filerna från internet. Apparaten skriver sedan ut modellen en till en enligt denna byggplan. Noggrannheten hos 3D-skrivare är extremt hög: vissa modeller har en avvikelse på endast 0,2 %. Som ett resultat av detta är det möjligt att producera i verklig skala – även med rörliga delar och i flerfärgade versioner.
Additiv tillverkning (AM)
3D-utskrift kallas också additiv tillverkning (AM) och ibland snabb prototypframställning. Terminologin är flexibel beroende på användningsområde (t.ex. industriellt eller privat), men vad som är detsamma är att de kollektivt hänvisar till tillverkningsprocesser där ett flytande eller fast råmaterial formas eller sätts samman till ett tredimensionellt objekt utifrån en datorritning. Uppvärmt och flytande material appliceras skikt för skikt via ett munstycke i en injektionskammare och bygger gradvis upp ett objekt. Additiv betyder att material läggs till och inte tas bort, som vid fräsning eller borrning.
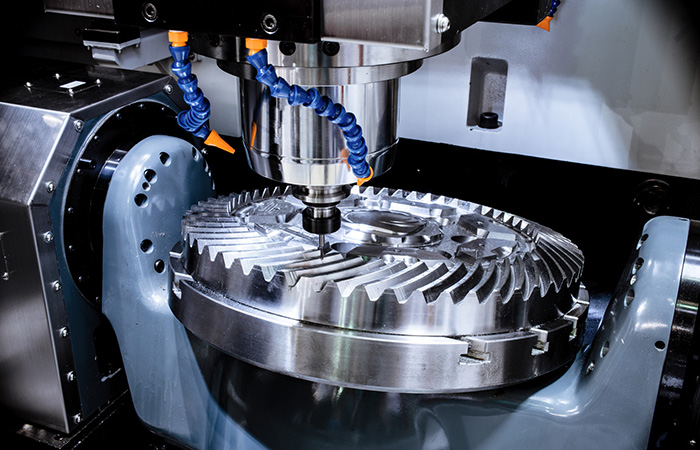
Tidigare teknik: fräsning och formsprutning
Fräsning och svarvning (t.ex. med en svarv) betraktas som tekniska föregångare till 3D-utskrift. Dessa tekniker är subtraktiva – de tar bort för att skapa nya föremål. På så sätt är de motsatsen till 3D-teknik. En stor blank yta minskas i storlek genom borttagning och det nya föremålet formas. Små delar kan monteras ihop för att skapa stora objekt. På många sätt kan man tänka sig att processen liknar skulptur.
En nyare och mer avancerad form är formsprutning, som används för att tillverka större och mer komplexa föremål i ett enda steg. I denna process används ofta plast. Den värms upp och pressas sedan i form med hjälp av ett negativ. Det främsta exemplet på en produkt som tillverkas på detta sätt är en Lego-kloss.
På ett sätt liknar 3D-utskrift formsprutning. 3D-utskrift kräver dock inget negativ. I stället översätts den digitala 3D-modellen till maskinläsbar kod och konstruktionen byggs sedan upp lager för lager.
Industriell användning
Tidigare tillverkades industriella prototyper och modellprover manuellt med hjälp av kartong, skum eller lera. Numera tar datorstyrda 3D-skrivare över denna uppgift eftersom de är mycket billigare och snabbare.
Andra användningsområden
3D-skrivare finns inom följande områden, oavsett om de används inom forskning eller produktion:
- Medicin (t.ex. implantat och proteser, proteser, hörapparater, bio-printing).
- Vetenskaplig forskning (t.ex. robotik, rymdforskning)
- Mode och smycken (t.ex. mallar för ringar och halsband)
- Transport (lättviktsdelar för bilindustrin och flygindustrin)
- Livsmedel (fortfarande under utveckling, potential för hållbarhet och lösningar för matavfall).
Kit eller förmontering?
Det finns 3D-skrivarmodeller på marknaden som redan är färdigmonterade, men även sådana som du måste montera själv. Båda varianterna har fördelar och nackdelar. Valet för eller emot endera beror på hur mycket frihet du vill ha när du anpassar din skrivare.
Kits för 3D-skrivare
Den uppenbara fördelen med DIY-kit är att de är billigare än färdigmonterade 3D-skrivare. Om du bygger din skrivare själv får du dessutom större flexibilitet när det gäller att välja ytterligare komponenter och anpassa maskinen efter dina behov. Detta gör det mycket enklare att uppdatera skrivaren med de senaste delarna. Konstruktionsplanerna är i allmänhet alltid öppen källkod, så du kan ta en titt innan du köper för att se vad du skulle ge dig in på. Vissa modeller, till exempel RepRap-skrivare, kan skriva ut sina egna komponenter. Den största nackdelen med att bygga en egen skrivare är att du behöver en hel del teknisk kunskap för att få den att fungera.
RepRap
RepRap-skrivare är speciella eftersom de är utformade för att vara självreplikerande – de bygger sig själva och andra skrivare. Förkortningen står för Replicating Rapid Prototyper. Projektet startade vid University of Bath 2005 med målet att utveckla en billig 3D-skrivare och har sedan dess utvecklats till ett globalt samhälle med öppen källkod. Blåkopiorna är under GNU General Public License, en uppsättning avtal som garanterar fri vidaredistribution. På grund av detta och det faktum att skrivaren kan tillverka många av sina komponenter själv så ofta som önskas är RepRap-enheterna jämförelsevis billiga.
3D-skrivarkit är bäst för hobbyister och pysslare med viss tidigare teknisk erfarenhet. Om du aldrig har monterat ett kretskort eller lödt en komponent rekommenderar vi inte att du köper ett sådant. Med detta sagt är prisfördelen övertygande. Jämfört med monterade enheter kan du spara upp till 400 dollar. Gör-det-själv-satser kan börja från drygt 100 dollar. De billigaste modellerna består oftast bara av en plastram. För att hålla kostnaderna nere kommer de flesta skrivare inte med något attraktivt hölje.
Fördelar
- Billigare än förmonterade skrivare
- Kan repareras och uppgraderas
Nackdelar
- Nödvändiga tekniska färdigheter
- Mindre attraktiva mönster
Kompletta modeller
Kompletta 3D-skrivare levereras färdigmonterade. Det innebär att du direkt får en anpassad slutprodukt med skräddarsydd programvara. I de flesta fall är detta mer användarvänligt, eftersom du kan använda din intuition för att använda skrivaren till skillnad från programmen för kit-enheter. Förmonterade komponenter och konstruktioner kan dock göra det mycket svårare att uppgradera skrivaren. Detta innebär att skrivare kan bli föråldrade jämförelsevis snabbt. Reservdelar kan oftast endast fås från tillverkaren och är ofta dyra. Detsamma gäller för reparationer, som endast kan utföras i specialiserade verkstäder.
Du behöver inga tekniska kunskaper för att använda en färdigmonterad skrivare: det räcker med att packa upp den för att börja skriva ut. Beroende på modell varierar priserna från 200 dollar till en bra bit över 5 000 dollar.
Fördelar
- Ingen komplicerad montering
- Elegant design
Nackdelar
- Dyrare än byggsatser
- Kan vanligtvis inte uppgraderas
Köptips
Budget och användningsområde avgör vilken typ av skrivare du ska köpa. Olika modeller skriver ut med olika tekniker och ger resultat av olika kvalitet. Låt oss gå in på detaljerna om vad du bör leta efter:

Tjocklek på tryckskiktet
Skrivhuvudets tjocklek är vanligtvis mellan 0,02 och 0,2 mm. Om du vill göra extremt detaljerade modeller behöver du en skrivare med ett extremt litet skrivhuvud. Ju tunnare detta är, desto mindre märkbara blir de enskilda tryckta lagren i den färdiga modellen. Trycklagertjockleken återspeglas i priset: ju tunnare tryckhuvud, desto dyrare skrivare.

Extruder och munstycke
Extrudern och utloppsmunstycket (hot end) värmer materialet (för fasta tryckmaterial). Enheten matar ut materialet lager för lager via munstycket. De flesta skrivare har endast en extruder. För professionell användning rekommenderas skrivare med två extruderare, eftersom de gör det möjligt att skriva ut olika material samtidigt. Detta är mycket användbart vid utskrift av stödkonstruktioner. Exempelvis kan ett vattenlösligt stödmaterial skrivas ut via den andra extrudern, som du kan lösa upp när utskriften är klar.

Byggnadsvolym
Storleken på byggutrymmet bestämmer den maximala byggvolymen. Dimensionerna markeras med en x-, y- och z-axel. Moderna skrivare har en byggnadsvolym någonstans mellan 10x10x10cm och 25x25x25cm. Utskriftsvolymer som är större än så är för närvarande fortfarande oöverkomliga för hemmabruk.
Utskriftsbädd
Utskriftsbädden är den yta som modellen byggs på. Beroende på utskriftsprocessen kan plattan vara fast eller röra sig i horisontell eller vertikal riktning. Det är också viktigt att objektet fäster bra under tryckprocessen och att det lätt kan tas bort efter färdigställande och kylning. Självmonterade skrivare gör det mycket enkelt att eftermontera en tryckbädd av högre kvalitet. Man kan till och med få uppvärmningsbara utskriftsbäddar nu – dessa gör det mycket lättare att ta bort modellen när den är färdig.

Utskriftshastighet
Utskriftshastighet (mätt i mm per sekund) anger hur mycket utskriftsmaterial som kan produceras på en viss tid. De bästa skrivarna kan nå upp till 300 mm/s, men de är inte överkomliga för hemmabrukare. Enheter på hobbynivå uppnår i allmänhet 50 till 100 mm/s. Jämfört med industriell produktion är utskriftshastigheten i allmänhet inte ett stort problem för hemmabruk – att vänta några timmar på modellen är ingen stor sak när du inte driver en produktionslinje. Förutom den rena utskriftshastigheten är även härdningstiden viktig.

Filformat
3D-skrivare kan bearbeta filer som användaren antingen har skapat själv i ett CAD-program eller laddat ner från internet. Tredimensionella filer kan dock inte bearbetas. För att dessa ska fungera måste du konvertera 3D-filer till ett filformat som skär 3D-modellen i 2D-skikt. Dessa lager kan sedan skrivas ut tillsammans för att skapa en modell. Vanliga filformat är: STP, IGES, STL, X3D, COLLADA, VRML (WRL), OBJ, PLY, AMF.
Utskriftsmetoder: flytande och pulver
Det finns olika utskriftstekniker när det gäller 3D-utskrift, var och en med sina egna för- och nackdelar. Grovt sett kan du kategorisera 3D-skrivare genom deras användning av material i tre olika tillstånd:
- 3D-utskrift med smält material
- 3D-utskrift med flytande material
- 3D-utskrift med pulver
Oavsett vilken teknik som används behöver alla 3D-skrivare en fil att skriva ut från, precis som en vanlig pappersskrivare. Utifrån filen flyttar maskinen skrivarhuvudet och extruderar utskriftsmaterialet. För att göra detta delas den virtuella tredimensionella modellen, som vanligtvis finns i en CAD-fil, upp i tvådimensionella skivor, så kallade lager. Detta förfarande kallas också för skivning. Efter konverteringen får användarna en fil i STL- eller AMF-format. Med hjälp av dessa typer av filer bygger 3D-skrivaren sedan upp modellen lager för lager.
Vissa trycktekniker skiljer sig bara lite från varandra. Vissa processer skyddas ofta av patent och är specifika för företag. Här är några av de tillgängliga tryckteknikerna:
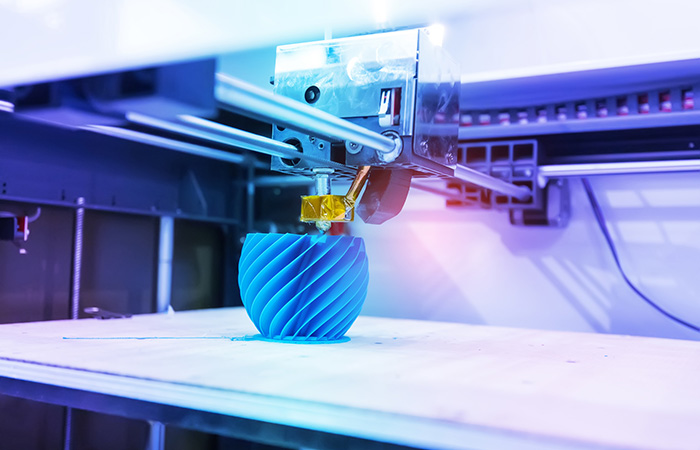
Smälta material
Den vanligaste och billigaste metoden för 3D-utskrift är att använda plast som ABS eller PLA, som smälts och sedan appliceras i flytande form, lager för lager (free-space-metoden).
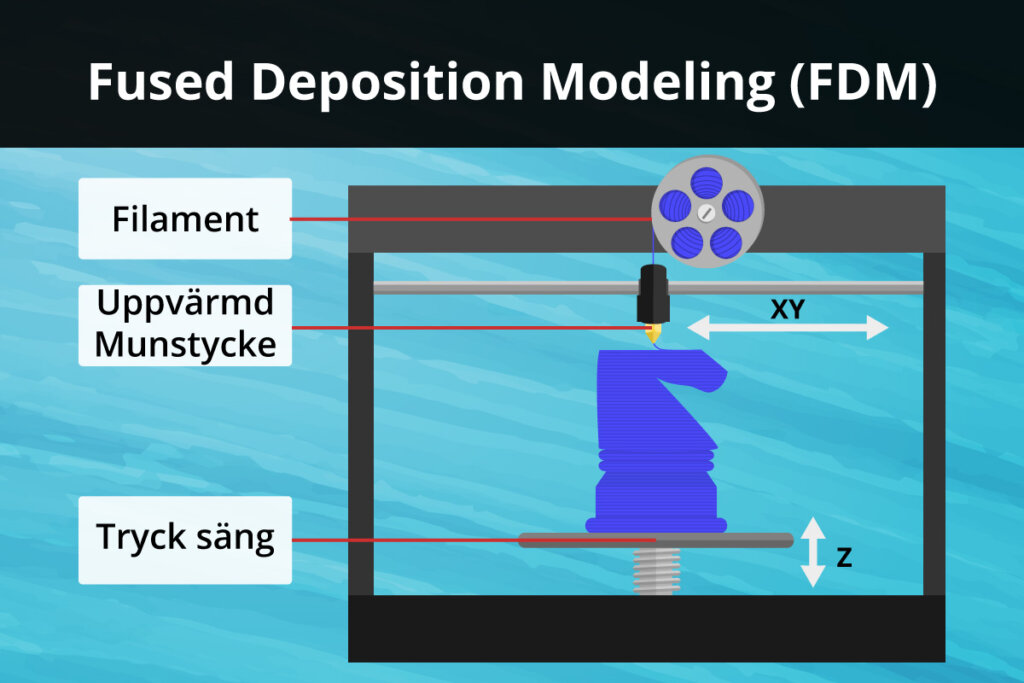
Denna process kallas FDM (Fused Disposition Modelling) eller FFF (Fused Filament Fabrication). FDM utvecklades i USA och patenterades 1989. På den tiden kostade FDM-skrivare 10 000 pund. När patentet gick ut 2009 kunde entusiaster kopiera tekniken. Eftersom namnet fortfarande var patenterat kallades den nya kopieringstekniken för FFF. Dessa repliker, som ofta också kallas RepRap-enheter, har ofta inget eget hölje – de har bara de minimikomponenter som krävs för utskrift. Om du vill använda flera olika filament samtidigt behöver du flera munstycken.
I princip är hela processen som att använda en varm limpistol: ett material värms upp och sprutas ut ur ett munstycke i flytande form. Materialet måste sedan svalna för att hårdna. Datorstyrda horisontella och vertikala rörelser applicerar filamentet på de önskade områdena. Först när ett lager har svalnat kan det överliggande lagret appliceras. På grund av de olika tryckmaterialen och den effekt som olika modellformer har är det omöjligt att säga hur lång tid en sådan utskriftsprocess generellt tar. Vissa modeller har en display som visar den beräknade återstående tiden. Dessa displayer finns också ibland på förmonterade skrivare.
Inte bara plast
Andra material kan användas i stället för plast vid 3D-utskrift, t.ex. gips, glas eller trä. Med dessa olika filamentmaterial utökas användningsområdet – med metall kan du till exempel göra medicinska skenor och dekorativa föremål. Folk experimenterar till och med med livsmedel som choklad eller potatismos! I det här fallet är 3D-utskrift för närvarande dock fortfarande för långsam och för dyr för massproduktion. De mest kända tillverkarna av 3D-skrivare är Makerbot, Ultimaker, Flashforge, Creality 3D, Prusa och Geeetech.
3D-utskrift med flytande material
Denna utskriftsteknik använder UV-känsliga flytande plaster som kallas fotopolymerer. Tekniken för flytande material har fyra olika typer:
Stereolitografi (SLA eller STL)
Stereolitografi är på sätt och vis föregångaren till alla 3D-utskriftsprocesser. Den patenterades redan 1984 av amerikanen Chuck Hull. Denna process är ganska komplicerad och dyr eftersom den är tekniskt mycket sofistikerad. I korthet används UV-ljus för att härda en speciell flytande plast som också kallas fotopolymer. Modellen tillverkas i en behållare fylld med den flytande fotopolymeren. För att göra detta sänks utskriftsbädden ner i den ljuskänsliga vätskan, strax under ytan. Sedan bestrålar en laser det första lagret och härdar det. När detta steg är klart kan nästa lager tillverkas.
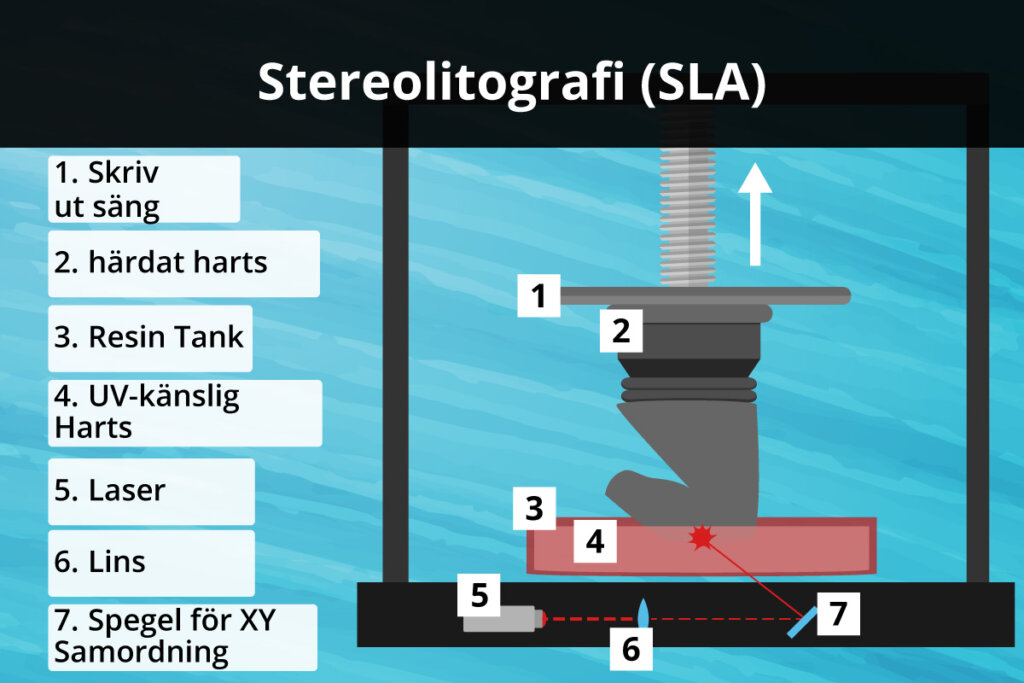
För att skapa objektet rör sig utskriftsbädden ner i harts med exakt samma tjocklek som ett lager. Nästa lager härdas nu på ytan med hjälp av laserapplikation. Detta sker många gånger – det tar timmar att sätta ihop de millimetertjocka lagren. I många fall behövs nålliknande strukturer för att stödja föremålet under utskriften, som sedan bryts av efteråt. De är tillverkade av samma material som slutprodukten. Det är också möjligt att blanda fotopolymeren med andra material, till exempel keramik. I detta fall bränns det keramiska objektet efter en lyckad tryckning. Detta ger de keramiska komponenterna en permanent bindning och avlägsnar plastkomponenterna.
Digital ljusbehandling (DLP)
Den här processen fungerar precis som stereolitografi. Men i stället för en laser används en DLP-projektor som ljuskälla. Sone-skrivare kan även använda vanliga projektorer.
MultiJet-modellering (MJM)
MultiJet-modellering, även kallad PolyJet-modellering, är en blandning av stereolitografi och FDM-teknik. Här appliceras en flytande och ljuskänslig plast på arbetsplattformen via ett skrivarhuvud. Blandningen härdas sedan omedelbart av en ljuskälla i utloppsmunstycket.
Filmöverföringsavbildning (FTI)
Vid filmöverföring används en liknande ljusbaserad teknik, men materialet härdas med hjälp av en projektor. En transportfilm används dock i denna process. En film av det ljuskänsliga materialet appliceras på transportfilmen och härdas sedan med ljus. Därefter lyfts detta härdade skikt från filmen och sammanfogas med resten av arbetsstycket. Processen upprepas tills alla lager är färdiga.
3D-utskrift med pulver
Det finns i allmänhet två typer av pulverbaserad 3D-utskrift, som ibland kallas pulverbädd och bläckstråle- eller dropp-på-pulver-utskrift. Pulvret smälts antingen eller så deponeras ett bindningsmaterial av en bläckstråleskrivare för att bilda objektet lager för lager. I båda fallen produceras objektet i en pulverbädd. De två processerna är:
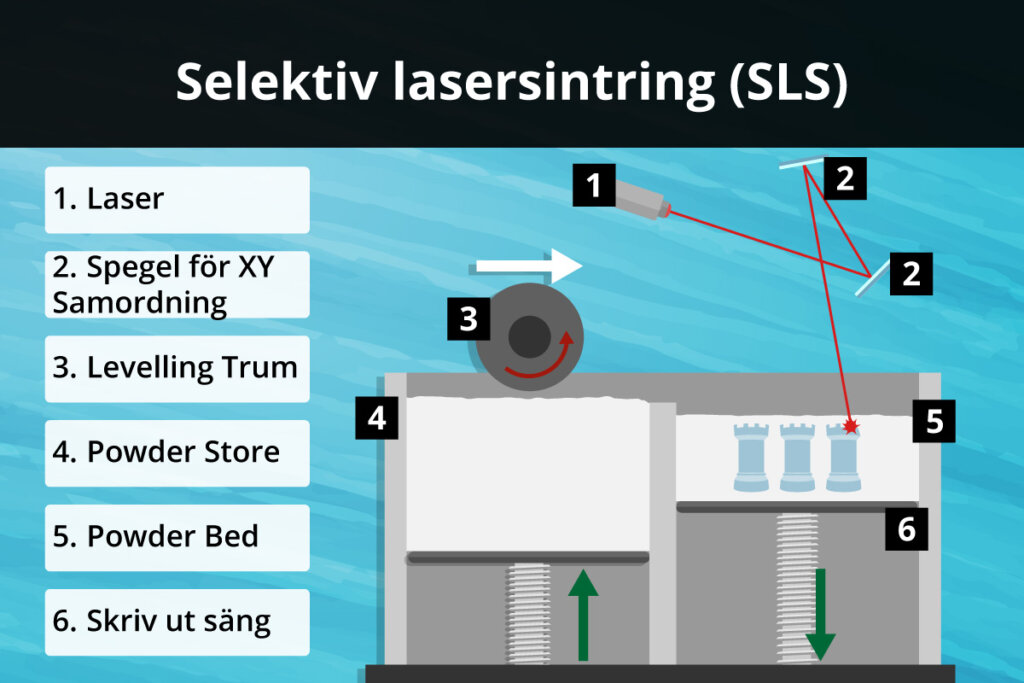
Selektiv lasersintring (SLS)
Termen selektiv lasersintring (eller lasersmältning) avser en process där tredimensionella föremål skapas genom att smälta pulverliknande material, t.ex. gips. Tunna lager av pulver smälts för att bilda ett 3D-objekt. När ett lager har stelnat ser en vals till att nytt pulver läggs ovanför arbetsstycket, som sedan sintrar ett nytt lager enligt datorfilen. De enskilda lagren sammanfogas av lasern och processen upprepas tills modellen är färdig. Överflödigt pulver avlägsnas med hjälp av sug och återanvänds. Andra material som kan användas är nylon, elastomerer, alumider eller polyamider. Denna metod är jämförelsevis dyr. Vissa material kräver fortfarande efterbehandling för rengöring eller stabilisering, till exempel med superlim.
3DP: Limning med klister
I 3DP-processen används också pulver, men i stället för att smältas stelnar det med ett flytande lim. Detta appliceras via ett tryckmunstycke, precis som bläck i en bläckstråleskrivare. Den sammansatta modellen framträder sedan dessa limmade pulverlager. Även här flyttas arbetsplattan ner en aning innan varje nytt lager pulver appliceras. Möjliga material är gips- och plastpulver, keramik, glas och andra pulverliknande material. Liksom SLS-tekniken är denna process extremt resurseffektiv, eftersom obundet pulver kan återanvändas.
Tryckmaterial: filament och pellets, pulver, harts och vax.
Beroende på tryckteknik behöver du använda olika tryckmaterial.
Utskrift med vätska: filament eller pellets
Extrudering avser metoder där materialet tvingas genom ett munstycke. Vid 3D-utskrift smälts plastfilament eller plastpellets för att bilda en viskös vätska som sedan kan extruderas innan den hårdnar. Det vanligaste materialet som används idag är polyactid (PLA). Det är en mjölksyrabaserad plast som är godkänd för användning inom livsmedelssektorn samt inom textilindustrin eftersom den inte har några hälsorisker. Det faktum att materialet mjuknar snabbt är ytterligare en fördel för tryckning.
Eftersom PLA är värmekänslig är även modeller som svalnat och härdat känsliga för värme. Att använda den här plasten för koppar är ett alternativ, men bara om du inte häller någon varm vätska i dem eftersom de kan deformeras. Faktum är att även direkt solljus och höga rumstemperaturer kan påverka ett 3D-utskrivet PLA-objektets strukturella integritet.
akrylnitrilbutadienstyrens sampolymer (ABS) är mindre värmekänslig än PLA. Den brinner dock lättare, så du kan få en obehaglig lukt om detta händer när du skriver ut. Vilket material du kan använda beror på vilken skrivare du har. Vissa 3D-skrivare kan bara arbeta med en sorts plast. Om din skrivare kan använda båda plasterna är det i allmänhet bäst att använda PLA eftersom det är mer miljövänligt och har en värmetolerans på 50 °C (122 °F). Om du behöver något som tål temperaturer mellan 185 och 212 °F (85-100 °C) är ABS rätt alternativ. Om du letar efter färgad plast är färg-PLA (CPLA) vad du behöver – plasten blandas med bläck vilket innebär att du kan göra flerfärgade utskrifter.
Utskrift med flytande material: PolyJet, harts, vax
Vid PolyJet-tryckning appliceras extremt små droppar av en fotopolymer på tryckbädden och härdas med hjälp av UV-ljus. I stället för fotopolymer kan man också använda syntetiska hartser och speciella vaxer. I slutet av produktionen dras modellerna upp och ner ur vätskan.
Utskrift med pulver
3D-utskrift med pulver är fortfarande relativt dyrt på grund av kostnaden för pulvret. Utskriftspulvret smälts antingen ihop med laser och sammanfogas via munstycken som extruderar speciallim. När tillverkningen av modellen är klar kan det överflödiga pulvret avlägsnas med en borste eller vakuum och återanvändas.
Användningstips
Du har bestämt dig för att köpa en 3D-skrivare, men vad händer nu? Det första du måste tänka på är var du installerar den. Läs vidare för att få information om detta samt tips om hur du skapar datormodeller, skriver ut föremål och rengöringen.
Installation: platsen är avgörande
Det är viktigt att välja rätt plats eftersom det kan ha stor betydelse för utskriftskvaliteten. Tänker du ställa skrivaren på golvet, på ett bord eller på en arbetsbänk? Om du överväger golvet bör du veta att damm samlas mest där nere. När människor går genom rummet rör de upp damm som kan hamna på skrivarbädden. Detta kan orsaka problem, särskilt om din skrivare inte har något fodral. Damm kan hindra modellen från att fästa ordentligt på utskriftsbädden, vilket gör att den glider när du skriver ut. Om du har damm på filamentet kan det täppa till utskriftsmunstycket när det smälter för utskrift.
Ventilation
Plaster som ABS och PLA avger skadliga ångor vid smältning, så det är viktigt att du installerar skrivaren på en plats med god ventilation. En fläkt eller åtminstone god ventilation med frisk luft är viktigt för att undvika hälsorisker från ångorna. Med detta sagt rekommenderar vi inte att du använder din 3D-skrivare utomhus: alla typer av vindar förhindrar vidhäftning. Motorn och mekaniken kan vara ganska högljudda, så det är bäst att ställa skrivaren långt från vardagsrum och sovrum.
Hur man skriver ut
När du har installerat skrivaren på en lämplig plats behöver du nu en datorläsbar fil. Du kan antingen skapa en sådan själv eller ladda ner en modell från Internet. Om du är nybörjare på 3D-utskrift är det ett bra alternativ att börja med att ladda ner en komplett fil. Spara filen på ett SD-kort eller ett USB-minne så att du kan sätta in den i skrivaren. Direktanslutningar mellan datorer och 3D-skrivare är inte vanliga – det beror på modellen och är i allmänhet inte så enkelt att ställa in för nybörjare. Efter att filamentet eller pelletarna har värmts upp kan utskriften börja. Om modellen inte fäster vid utskriftsbädden med de första lagren måste du börja om från början.
Efterbehandling och rengöring
Efter utskriften krävs viss efterbehandling – vilka steg du behöver ta beror på vilken modell och typ av 3D-skrivare du har. Modellen kanske måste svalna helt och stelna, eller så måste du borsta eller dammsuga bort överflödigt pulver. Vissa modeller kommer att behöva superlim eller annan stabilisering för att öka deras strukturella styrka. Beroende på vad du har gjort kan du också behöva ta bort stödstrukturer – detta kan göras för hand med sandpapper eller med en vätska som löser upp stöden.
Om munstycket är igensatt kan du lösa det genom att manuellt trycka in lite tråd genom värmeelementet. Om detta inte fungerar kan du försöka använda en nål. I extrema fall måste du demontera skrivhuvudet för att rengöra det. Vissa modeller levereras med rengöringsfilament för att se till att det inte finns några rester kvar. När det gäller rengöring av skrivbädden ska du se till att du endast använder speciella rengöringsmedel – annars kan du förstöra den känsliga limbeläggningen.
Bild 1: © FinalCheck | Bild 2: © xiaoliangge / stock.adobe.com | Bild 3: © nordroden / stock.adobe.com | Bilder 4-12: © FinalCheck | Bild 13: © mari1408 / stock.adobe.com


